Stable 1100mm AB film blowing machine: Why This Machine is the "Workhorse" for PE Packaging Plants
2026-02-28If you're looking for a machine that can handle both virgin and recycled materials, and boasts rock-solid bubble stability, then our 1100AB blown film extrusion unit is definitely worth checking out.
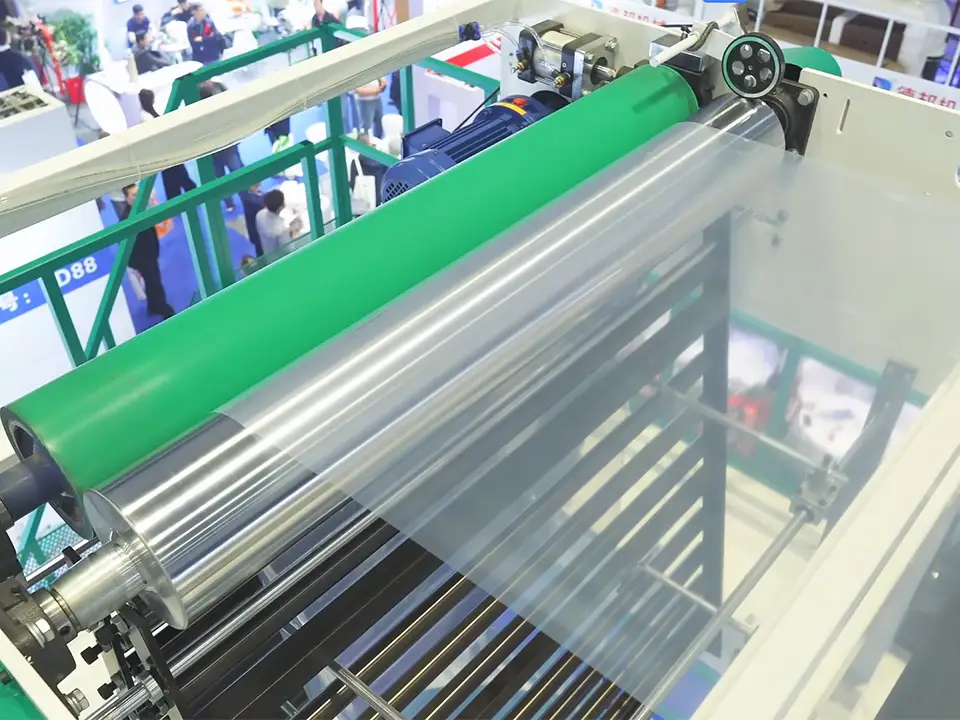
The film blowing machine shipped this time is the result of our latest technical optimization, specifically designed for high-stability performance in medium-sized film production lines.
Why choose AB double-layer co-extrusion?
Everyone is well aware of the current cost pressures. The essence of the AB structure lies in its **flexibility**: you can place high-quality UV-resistant or anti-fog materials in layer A, and more affordable ordinary materials or recycled materials in layer B. This not only reduces the cost per ton of film, but also significantly increases its physical strength compared to single-layer machines.
Please note the details in the video:
Die Head: It uses our optimized spiral manifold die head, providing very stable thickness control and reducing waste during later bag making.
Temperature Control: You can see our temperature control module at 0:04 in the video. The PID adjustment is highly sensitive, especially effective for temperature-sensitive LLDPE materials.
Rewinding: Fully automatic surface rewinding ensures clean and efficient roll changes without damaging the film.
Want to see more testing results on different materials? Or want to know how fast this machine can run with your formulation? Just send me a private message(ryanzhang911222@gmail.com), and I'll send you the parameter table.
Expert Insights & FAQ
Previous:2026 Trends: Saving Costs with AB Co-Extrusion Blown Film Machines
Next:Film Blowing Machine Buyer's Guide:5 Expert Considerations for Industrial Buyers