Troubleshooting Guide: How to Solve Film Wrinkles (Ruffles) in ABA/ABC Film Blowing Machines?
2026-03-18Film wrinkles (often called "ruffles") are a nightmare for downstream processes like high-speed printing or bag making. Even a high-performance ABC co-extrusion machine can produce inconsistent results if the tension and cooling aren't perfectly synchronized. This guide provides actionable technical solutions to ensure a flat, smooth web.
I. Deep Dive into Root Causes
Thickness Variation (Gauge Inconsistency): The most fundamental cause. Any transverse thickness deviation, even within ±3%, can accumulate during winding, leading to localized "high spots" and eventual wrinkling.
Insufficient or Non-Uniform Cooling: If the air ring isn't perfectly centered or the cooling tower water temperature fluctuates, the film bubble becomes unstable.
Excessive Blow-Up Ratio (BUR): A BUR that is too high for the current material blend (e.g., high LLDPE ratio) leads to bubble swaying, making it impossible for the collapsing frame to flatten the film evenly.
Aggressive Collapsing Frame Angle: If the herringbone plates are set at too steep an angle, the bubble is flattened too abruptly, forcing the excess film to fold into "V-shaped" wrinkles.
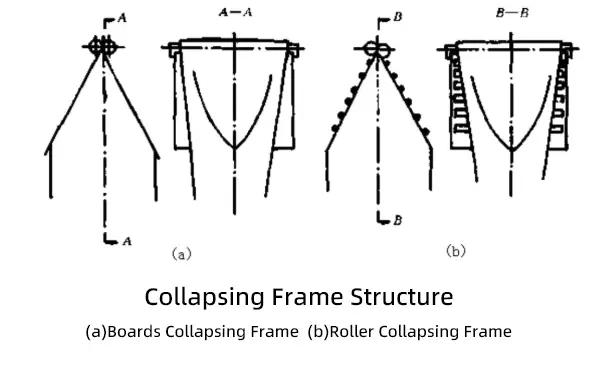
Figure 1: Comparison between (a) Plywood/Board type and (b) Guide Roller type collapsing frames. Choosing the right frame structure is essential for minimizing friction-induced ruffles.
Nip Roller Pressure Imbalance: Non-uniform pressure between the left and right pneumatic cylinders causes the film to "track" to one side, creating diagonal stress wrinkles.
II. Technical Actionable Solutions
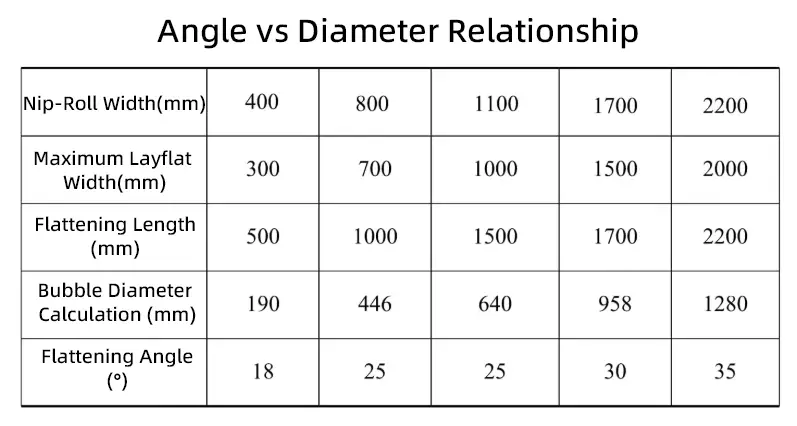
Table 1: Technical reference for calculating the optimal collapsing frame angle based on film diameter and roller length. Maintaining an angle between 18° and 35° is recommended for bubble stability.
Precision Gauge Control & Die Adjustment: Use a micrometer to identify thin spots. Adjust the die head bolts in small increments. For ABC lines, ensure the melt temperature of each layer is balanced to prevent interfacial instability.
Optimized Cooling Path & Air Ring Calibration: Increase air volume while maintaining a stable frost line. Check the air ring dual-lip gaps for debris that might cause turbulent airflow.
Collapsing Frame (Herringbone) Fine-Tuning: Reduce the angle of the herringbone plates. The transition from the bubble to the nip rollers should be a "gentle squeeze," not a "hard crush."
Pneumatic Pressure Balancing: Regularly calibrate the pressure gauges for the primary and secondary nip rollers. Ensure the rubber rollers are not worn or deformed, as surface friction must be consistent across the entire width.
For more basic tips on film quality, visit our [original guide on wrinkles]
Previous:Why Upgrade to ABC 3-Layer Co-extrusion Technology?
Next:How to Reduce Energy Consumption in Blown Film Production: 3 Key Strategies to Cut Costs by 30%





Since 1999, Yuexing Machinery has been at the forefront of film blowing machine innovation. Our advanced technology and dedication to quality have made us a reliable partner for businesses worldwide. Whether you need single-layer or multi-layer solutions, we are here to meet your needs.