The Overlooked Energy Drain: Optimizing Your Blown Film Line's Cooling System
2026-05-09The Overlooked Profit Drain
Most energy audits on blown film lines focus on the extruders and drives. However, the cooling system is often the hidden culprit behind high production costs. A poorly maintained or under-specified Internal Bubble Cooling (IBC) system forces operators to throttle back line speeds. The result? You’re burning the same amount of electricity for significantly less output.
Optimizing the cooling system of your film blowing machine is the fastest way to improve your bottom line.

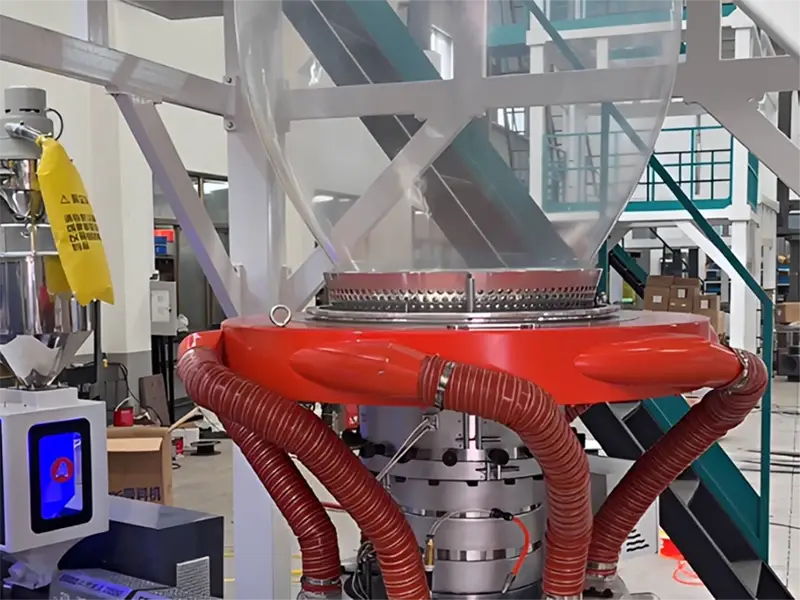
Precision-engineered dual-lip air ring by Yuexing Machinery, designed to optimize airflow stability and cooling efficiency.
The Dual-Lip Advantage
A well-calibrated dual-lip air ring does more than just blow air. By utilizing the Venturi effect to stabilize the bubble, it allows for a 20–30% higher frost line height compared to conventional single-lip designs. This stability is the key to increasing output rates by 15–25% without increasing the total energy draw of the line.
| Feature | Single-Lip Air Ring | Dual-Lip Air Ring + IBC |
| Bubble Stability | Moderate | High (Venturi Effect) |
| Frost Line Height | Standard | 20-30% Higher |
| Cooling Efficiency | Baseline | Significantly Improved |
| Output Rate | 100% (Baseline) | 115% - 125% |
Compounding Benefits
When you combine an efficient IBC system with a high-performance air ring, the benefits compound:
Higher Output: More kilograms produced per hour.
Lower Unit Cost: Dramatically reduced energy cost per kilogram.
Superior Film Quality: Precise cooling control leads to better gauge uniformity and optical clarity.
If you're noticing high energy bills per kg of film, it might be time to audit your cooling setup. Contact our engineers for a performance evaluation.
Modern film blowing machines must integrate advanced IBC controls to stay competitive in today’s energy market.
Expert Insights & FAQ
Previous:ABA Multi-Layer Co-Extrusion: When Single-Layer Is No Longer Enough
Next:Single Layer vs Multi-Layer Film Blowing Machine: Real Cost Comparison 2026