Why ABA Film Blowing Machines Are Becoming the Standard in Packaging Production
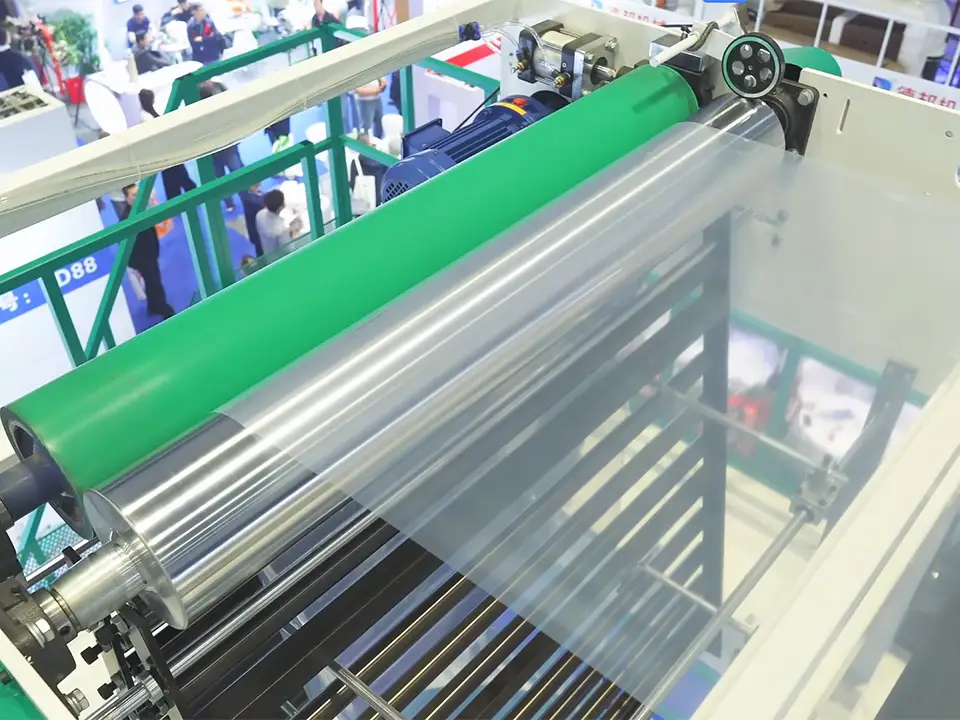
2026-05-23Watch: 110mm ABA Film Blowing Machine in Operation
See how an ABA co-extrusion line runs in real production — stable output, consistent film quality, and the layered structure that makes cost savings possible.
Last month, a film manufacturer in Vietnam made a switch that raised eyebrows in their procurement department. They traded in their trusted single-screw film blowing machine for an ABA co-extrusion system — a decision that added 40% to their equipment budget.
Six months later, they'd recovered the difference through material savings alone. Their story isn't unique, and it points to a shift that's been building across packaging operations in emerging markets.
The Problem with Single-Layer Thinking
For years, single-screw film blowing machines made sense. They're straightforward, affordable, and get the job done for basic applications. If you're running small batches or just starting out, they're still a reasonable choice.
But here's what happens as you scale: the limitations start compounding. Material costs creep up. Quality complaints trickle in. Production can't keep pace with orders. You find yourself choosing between margins and quality — a false dichotomy that erodes competitiveness over time.
ABA technology addresses these pain points not through incremental improvements, but through a fundamentally different approach to film structure.
What ABA Actually Means for Your Operation
The "ABA" designation refers to the three-layer configuration of the die: two outer layers (A) and one core layer (B). This isn't just engineering jargon — it's where the economics shift in your favor.
Outer layers (A):These determine surface quality, printability, and seal strength. You use virgin resin here because it matters for customer-facing performance.
Core layer (B): This is your cost-control zone. Fillers, recycled material, or lower-grade resins can be incorporated without compromising the film's functional properties.
The result? A film that performs like a premium product but costs significantly less to produce. One manufacturer we worked with reduced their material costs by 18% after switching to an ABA film blowing machine, while actually improving tear resistance in their garbage bag line.

The Strength Question
There's a persistent myth that multi-layer films are somehow "weaker" because they're not homogeneous. The opposite tends to be true.
An ABA film blowing machine produces film with more consistent wall thickness and better molecular orientation. The layered structure can actually enhance puncture resistance and tensile strength — particularly important for heavy-duty applications like fertilizer bags, construction film, and industrial liners.
A customer in the Philippines producing vest carrier bags saw their breakage rate during filling drop from 2.3% to under 0.8% after transitioning to ABA output. That's the kind of improvement that shows up directly in customer retention.
Throughput That Actually Means Something
Manufacturers love to quote production numbers, but here's what matters in practice: can the machine maintain quality at speed?
An ABA film blowing machine runs dual extruders, which means more uniform melting and more stable output. The real-world throughput gain over comparable single-screw equipment typically lands between 30% and 50%, but the more significant advantage is consistency.
When you're running 24-hour shifts to meet a retailer's deadline, stability isn't a nice-to-have. It's the difference between shipping on time and explaining delays.

Material Flexibility as Market Strategy
The packaging market isn't static. Customer requirements shift. New regulations emerge. Material prices fluctuate.
A modern ABA film blowing machine handles LDPE, LLDPE, and HDPE with minimal changeover time. Thin films for bread bags one shift, heavy-duty liners the next. This adaptability matters more than it might seem — it's what allows smaller operations to compete for contracts that would otherwise go to larger players with more diverse equipment.
The Decision Framework
Single-screw film blowing machines still have their place. If you're producing simple films in limited variety, with consistent material sourcing and stable demand, the lower capital investment makes sense.
But if you're looking at:
- Rising material costs eating into margins
- Quality issues affecting customer relationships
- Production bottlenecks limiting growth
- Need for product diversification
Then the question isn't whether ABA technology offers advantages. It's whether you can afford to delay the transition while competitors move ahead.

What to Look for in an ABA Film Blowing Machine
Not all ABA equipment is created equal. Key factors that separate reliable systems from problematic ones:
-Die design quality:This determines layer uniformity and, ultimately, film consistency
-Extruder matching:Poorly paired screws create imbalance that shows up in output
-Control systems:Modern lines should offer real-time thickness monitoring and automatic adjustment
-After-sales support:Downtime costs multiply quickly; responsive technical support pays for itself
Next Steps
If you're evaluating a film blowing machine for an expansion or upgrade, the conversation should start with your specific application and cost structure. The right choice depends on your product mix, volume trajectory, and material strategy.
We've helped manufacturers across Southeast Asia, Africa, and Latin America navigate this decision. Some ended up with ABA film blowing machines. Others determined that single-screw still fit their situation better. The common thread: making the decision based on operational reality rather than equipment marketing.
Ready to discuss your specific requirements?Reach out through our contact page or send your production parameters to [email]. We'll provide a straightforward assessment of what equipment configuration makes sense for your operation — no pressure, just technical clarity.
Expert Insights & FAQ
Previous:How Much Does a Film Blowing Machine Cost? Upfront Prices & ROI Secrets
Next:What Can You Produce with Single vs Multi-Layer Film Blowing Machine?